")
")
")


Επαγγελματικές λύσεις

Κτίρια μεγάλου όγκου
Εξατομικευμένες λύσεις για οποιοδήποτε χρήση χώρου.

Ξενοδοχεία
Υψηλό επίπεδο άνεσης και εξυπηρέτησης, ακόμη και στους πιο απαιτητικούς πελάτες.

Κτηνοτροφικές μονάδες
Συνεχής θέρμανση της πτηνοτροφικής ή σταυλικής εγκατάστασης χωρίς κωλύματα.

Φούρνοι
Απρόσκοπτη λειτουργία του φούρνου και εξοικονόμηση κατανάλωσης καυσίμου.

Θερμοκήπια
Ιδανικό μικροκλίμα για τις καλλιέργειές σας με πολύ χαμηλό κόστος.

Ξηραντήρια
Ευκολία στην αποξήρανση αγροτικών προϊόντων, αρωματικών φυτών και καπνού.

Τυροκομία
Απρόσκοπτη παροχή ζεστού νερού κατά την τυροκόμηση.

Αποστακτήρια
Σταθερός εφοδιασμός με ζεστό νερό κατά την απόσταξη.
Οικιακές λύσεις

Κεντρική ή Αυτόνομη Θέρμανση
Σταθερά υψηλή θερμοκρασία όλο το χειμώνα για εσάς και την οικογένειά σας.

Παραγωγή Ζεστού Νερού Χρήσης
Απρόσκοπτη παροχή ζεστού νερού για όλες τις χρήσεις.

Θερμαινόμενο Πάτωμα
Ομοιόμορφη κατανομή της θέρμανσης και άνεση στο σπίτι με χαμηλό κόστος.

Θερμαινόμενη Πισίνα
Απολαύστε τις ευεργετικές ιδιότητες ενός προσωπικού spa.
Η Εταιρεία
Στην Axinar διακρινόμαστε για τη συνέπεια λόγου και πράξης. Ο εκτενής αριθμός ικανοποιημένων πελατών μας και η ραγδαία ανάπτυξη της εταιρείας μας αποτελούν ισχυρή απόδειξη του υψηλού επιπέδου εξυπηρέτησης, της κορυφαίας τεχνογνωσίας και της συνέπειας στις αρχές και αξίες της εταιρείας μας.
Η πελατοκεντρική μας φιλοσοφία αποτελεί σημείο αναφοράς για τις συνεχείς επενδύσεις σε νέες τεχνολογίες και μηχανολογικό εξοπλισμό, προκειμένου να ανταποκρινόμαστε επιτυχημένα στις απαιτήσεις των πελατών μας.
Η ομάδα μας
H πολυτάλαντη ομάδα μας σχεδιάζει προϊόντα που ανταποκρίνονται αποτελεσματικά σε οποιοδήποτε ανάγκη σας με ακεραιότητα και αίσθημα ευθύνης.

John Harris
CEO & Founder

Patrick Conno
Mechanical engineer

Natalie Williams
Project manager

Mark Thornton
Electrical engineer

Jennifer Healy
Automation engineer

Marie Collins
Industrial designer
Δεν ακολουθούμε τις εξελίξεις, τις δρομολογούμε.
Απολαύστε τα οφέλη της καινοτομίας που σας παρέχει η Axinar.
Tα νέα μας
Η αδιάκοπη υιοθέτηση της καινοτομίας αποτελεί πυλώνα της ανάπτυξής της εταιρείας μας, πάντα με σεβασμό απέναντι την τοπική κοινωνία και το περιβάλλον.
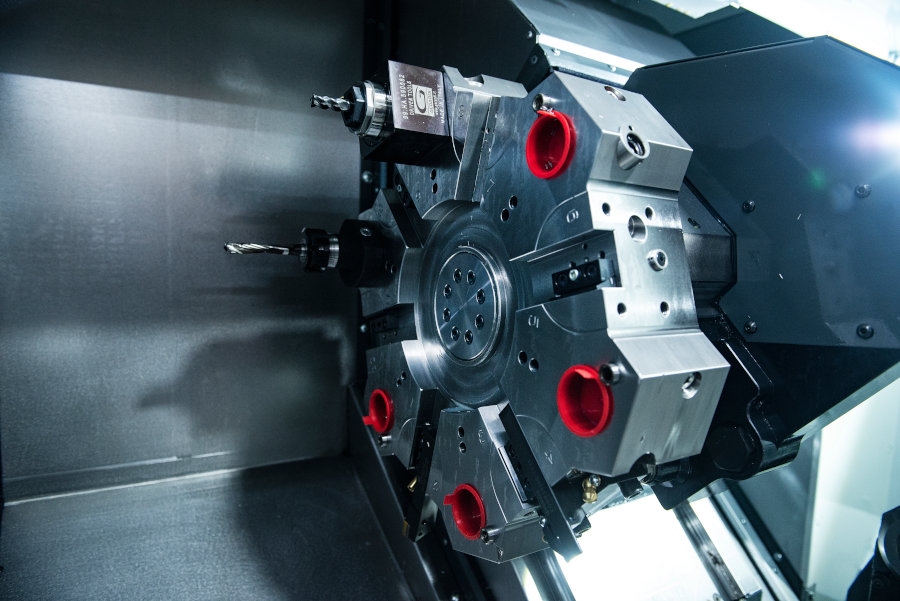
Νew Acquisition – CNC Lathe
At Axinar we look ahead to the future and invest in the total modernization of our production line…

Powerful presence in ISH Frankfurt
Axinar´s participation in ISH Frankfurt, the world's leading international exhibition for sustainable heating technologies, was successfully completed with…
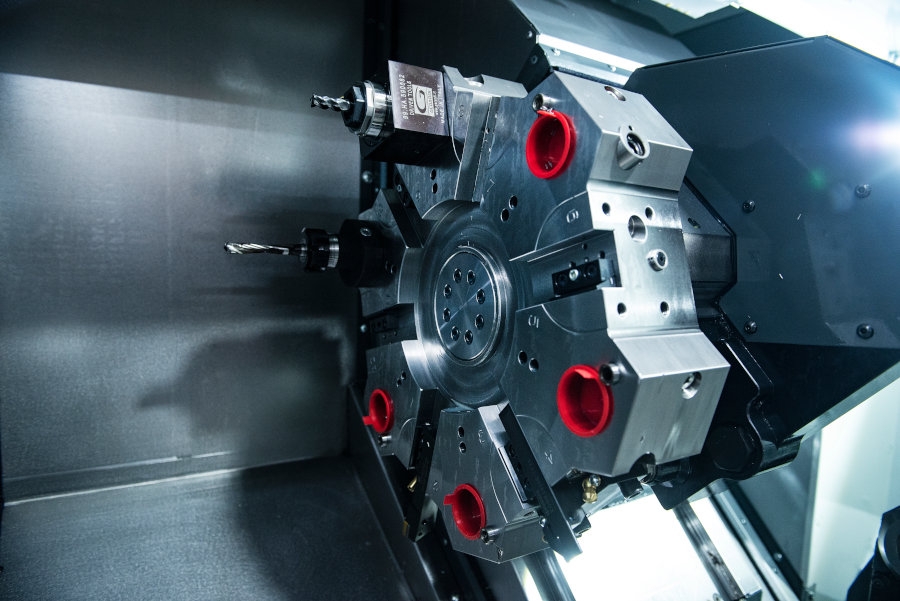
Νέο απόκτημα - CNC τόρνος
Στην Axinar ατενίζουμε το μέλλον με αισιοδοξία και επενδύουμε στον απόλυτο εκσυγχρονισμό της παραγωγής μας με την αναβάθμιση…
Φόρμα Επικοινωνίας
Για οποιοδήποτε αίτημα, παρακαλώ συμπληρώστε την παρακάτω φόρμα και αποστείλετέ την στο αρμόδιο τμήμα.
Σημείωση: Τα στοιχεία σας παραμένουν αυστηρώς εμπιστευτικά, σύμφωνα με τις διατάξεις της Πολιτικής Προστασίας Προσωπικών Δεδομένων της εταιρείας μας.
